| 是否进口:否 | 产地:泊头 | 类型:T型槽平板 |
| 品牌:河北威岳 | 型号:2000x6000 | 精度:1-2-3级 |
| 订货号:WY2020040017 | 加工定制:是 | 货号:WY2020040017 |
| 材质:HT250-350 | 工作面硬度:HB170-240 | 规格:2000x6000 |
| 是否跨境货源:否 |
对于铸铁T型槽平台的质量决定因素而言,浇铸环节的重要性自然是***的。铸造行业历史的悠久,自然有很多理论知识作为支撑屏障,就威岳机械专业工程师铸造工程师对铸铁T型槽平台不断钻研,首先得到以下结论。
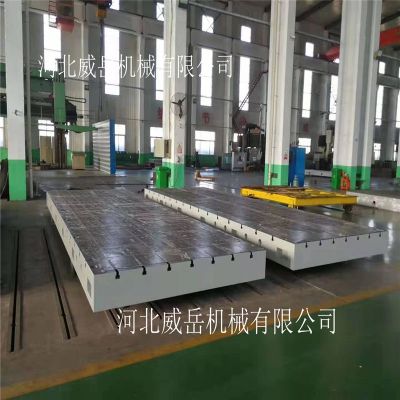
铸铁试验平台(试验平板)规格:1000×1000—3000×6000(大于此规格的试验平台可以拼接制造;异型规格可按图纸订做)。
铸铁试验平台(试验平板)精度:按***计量检定规程执行,根据客户要求可加工为2级、3级、精刨。
铸铁试验平台(试验平板)表面处理:工作面机床加工T型槽,也可带螺栓孔。表面采用人工铲刮***平面精度。非加工面去除型砂,并涂上防锈漆。
铸铁试验平台(试验平板)样式:加强筋板式。
按材质区分,又可以分为灰口铸铁试验平台、球墨铸铁试验平台和铬系抗磨铸铁试验平台。其中,灰口铸铁试验平台因为性能优越,以及考虑铸造成本方面更为各行业追捧。
灰口铸铁试验平台其普遍性和大众认可性在于,(1)以韧性要求为主的铸铁试验平台,铁液加孕育处理75%Si-Fe,或加微量铌、镍、铜进行微合金化。
(2)以刚度、强度力学性能要求为主时,降低含碳量,增加球光体量; Cr、Mo微合化等,促进球光体量增加。 而相对而言,球墨铸铁试验平台和铬系抗磨铸铁试验平台生产工艺上突出的特性在于:比如球墨铸铁 用感应电炉熔炼,提高了铁液温度,必须采用适合感应电炉熔炼的球铁和孕育球化剂。 再比如铬系抗磨铸铁 :由于消失模铸造冷却速度慢,宜用重稀土钇对铬系白口铁的组织及性能进行变质细化;加铜,铬镍,钒钛微合金化改善基体组织性能;如果耐磨性不足则调整基体碳化物的大小,形状,分布来改变(通过加铬、钒、钛、钨等)。

铸铁试验平台是保障大型试验、焊接、装配作业进行的重要基础,我们在使用它们的时候,只要掌握好相关技术,并确保使用效果,就能够确保铸铁试验平台生产和工件加工的有利效果。然而,我们要想延长它们的使用寿命,除了使用技术和使用效果的注意外,铸铁试验平台的防锈工作我们也要特别注意。暂停使用铸铁试验平台的防锈分为短期防锈和长期防锈,又可分为现场整机防锈和异地防锈。而,不论是短期还是长期,抑或出厂前的整机防锈还是异地防锈,并不是单独厂家在移交铸铁试验平台使用权前单一方面进行的,需要我们铸铁试验平台的这一巨大客户群体,在理论知识的武装下,可以每个环节每个时段,对铸铁试验平台做好防护养护工作。
保障铸铁T型槽平台的铸件质量,消失模型的准确合理以及对铁液的要求甚为严格。因为铁水质量对消失模铸铁T型槽平台的影响较大,从浇注温度不当对消失模铸铁T型槽平台铸件缺陷产生的影响,以及不同材质铸铁件对铁水质量的要求,分析出了防止出现铸造缺陷的措施和调整方法。 消失模铸造由于泡塑模(白模)气化要消耗铁液热量,要求提高铁液浇注温度,为此必须对铁液熔炼进行适当调整,以便得到与砂型浇注一样或更优的铸铁T型槽平台铸件组织。
再者,应该 提高铸铁T型槽平台浇注温度 :铁液浇入型腔后,首先要使带有浇注系统的铸件白模(EPS,STMMA)气化、分解、裂解掉,为此浇注温度一般比砂型铸造提高30~50℃,对簿壁球铁件甚至提高至80 ℃。铸铁T型槽平台球铁浇注温度范围为: 1380~1480℃,灰铸铁为1 360~1 420℃,合金铸铁(铬系白口铁)为1 380~1 450℃。 提高浇注温度增加的热量应恰好消耗于烧掉白模,之后铁液温度应降低到砂型铸件的浇注温度,才得***获得合格铸件,因此在实际生产过程中必须依据本单位工艺,工艺设备等条件找出适合的浇注温度。
其实其产生的zui主要的影响,就是浇注温度太低热量不足,不能完成分解、裂解、气孔,白模热解不***,气相产物减少,液相,固相产物增多更利于皱皮积炭的出现,产生量增多,铁液的浇注温度低于1 420~1 480℃为甚,对薄壁球铁铸件更容易产生皱皮、积炭、炭黑。
1.2.2 冷隔(对火)、重皮、浇不到 白模被加热分解,要吸收大量热量,过低的浇注温度提供的热量不足以分解白模,故要从铁液中吸收热量,使铁液降温过甚(往往出现在铸件壁厚,距离又长处);
产出的气体又增大阻止铁液对铸铁T型槽平台充型,从而又降低了铁液的流动性,故引起冷隔,重皮,浇不到。 当铁液流股分二股充满铸造型顶部会合时,铁液的温度已降到较低不能融合,铸件起簿,浇注温度***时,极易出现冷隔。 浇注温度较低时,靠近铸造型表面先形成薄的铁壳(膜),而后续铁液充型后,又没有足够热量熔化此膜(壳)就出现了重皮缺陷。
此外,浇注温度太低,型腔中铁液没有足够的热度,使铁液中的杂质、渣、垃圾;气体不能及时上升到顶面排掉,因此,形成夹杂夹渣夹气等缺陷。
所以,以理论支持为依据,我们进行不断探索去调整铸铁T型槽平台铁液 ,尽管不同种类的干砂热容量(比热)有差异,但铸型的冷却速度均比砂型铸造要慢,对灰铸造铁而言,出现白口倾向较少;对球墨铸造铁而言,干砂铸型刚度不及金属型(或覆砂金属型);浇注铬系白口铸铁时铸件表面不及金属型浇注所形成的铸件硬壳来得耐磨。因此要不断调整铁液温度和相应措施,实际操作也juedui不是纸上谈兵这般简单,是威岳机械生产技术工程师二十年来不断完善所达到的,目的只为自己品牌的铸铁T型槽平台产品性能各方面更加完善。